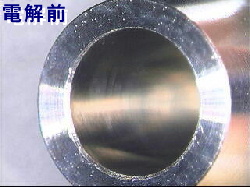
電解研磨とは…
 研磨対象物を陽極(+)、対向する電極を陰極(−)として、
研磨対象物を陽極(+)、対向する電極を陰極(−)として、
両極間に電解液を流し、電気を流すことにより、研磨対象物側の凸部が、
凹部より先に溶解する特性を利用した、研磨法のことです。
バリなどの除去も可能です。
ノズルや継ぎ手(フィッティング)の電解研磨も行っております。
弊社での加工実績はステンレス(SUS)が中心です。
ステントの電解研磨加工
〜国産医療用ステントの製造における、電解研磨技術の開発について〜
ステントの材質については、ステンレス(SUS)、ニッケル・チタン(Ni-Ti)、
コバルト・クロム(Co-Cr)の各材質において、加工実績があります。
平滑化
電解研磨をおこなうと、プラスイオン化した金属が、電解液中に溶け出し始めます。
この時、電解液とプラスイオン化した金属とが絡み合って、粘液層を形成します。
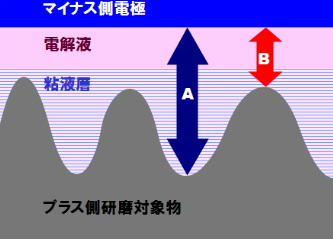

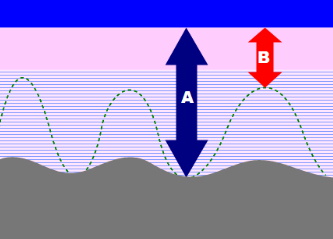
この粘液層が電気抵抗となり、粘液層の厚い箇所では、電気抵抗が高く、金属の溶解が進みません。(A)
逆に粘液層の薄い箇所は、厚い箇所と比較して溶解が進行していきます。(B)
この原理により、金属の凸部が時間と共に優先的に溶解され、
表面が平滑化されていくのです。


ミクロ的な平滑化の為には、下地処理が重要となり、
大きな凸凹は、あらかじめバフ研磨等で除去しておく必要があります。
また通常の手作業では難しい、狭小部分・奥深い部分の加工や、
深穴交差部のバリ取りなどが、治具の工夫などにより可能となってきます。
弊社には、この治具製作にも多数の実績があり、多様なニーズにお応えできます。
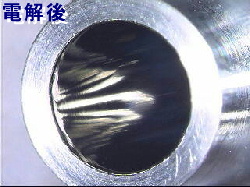
光沢化
電解研磨をおこなうと、平滑化と同時に光沢化が進行します。
光沢を出す為には、平滑化の時より、更に細かい凸凹を除去しなければなりません。
より下地処理が重要となってくるわけです。
これにより、金属の表面での乱反射が少なくなり、高輝度な光沢面が得ることができます。

耐食性の向上
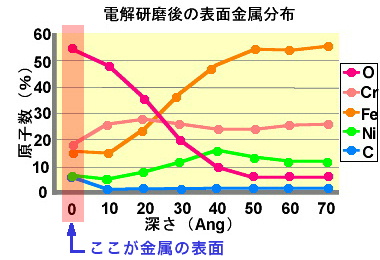 ステンレスとは、クロム等を含む鉄ベースの鋼の総称であり、通常の状態では、その成分であるクロムが大気中の酸素に酸化され、薄い酸化被膜(不動態化被膜)を形成し、表面を覆っています。
ステンレスとは、クロム等を含む鉄ベースの鋼の総称であり、通常の状態では、その成分であるクロムが大気中の酸素に酸化され、薄い酸化被膜(不動態化被膜)を形成し、表面を覆っています。
これに電解研磨を行うと、鉄がクロムより優先的に溶け出し、結果的に表面では、クロムが濃化する現象が起こります。
【→クロムリッチ】
これが強固な不動態化皮膜となり、耐食性が格段に向上します。
洗浄性の向上
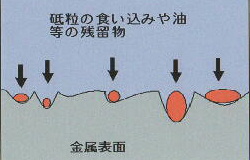
バフ研磨等の物理的(機械)研磨が施された表面では、
例えどんなに精密な仕上げがされても、その加工の痕跡が無くなる訳ではなく、
その隙間には、砥粒や、バフカス、油分、コンパウンドなどが残留します。
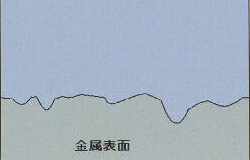
電解研磨では、物理的でない方法で、金属の表面を溶解するので、
加工の痕跡が残ることが無く、加工と同時に汚れや残留物も除去します。
また表面に加工による変質層を作ることもない、クリーンな研磨法です。
電解研磨は医療機器業界でも注目されています。
詳しくはこちらへ